Once you’ve found your product, find your local stockist next
Showing 1–12 of 98
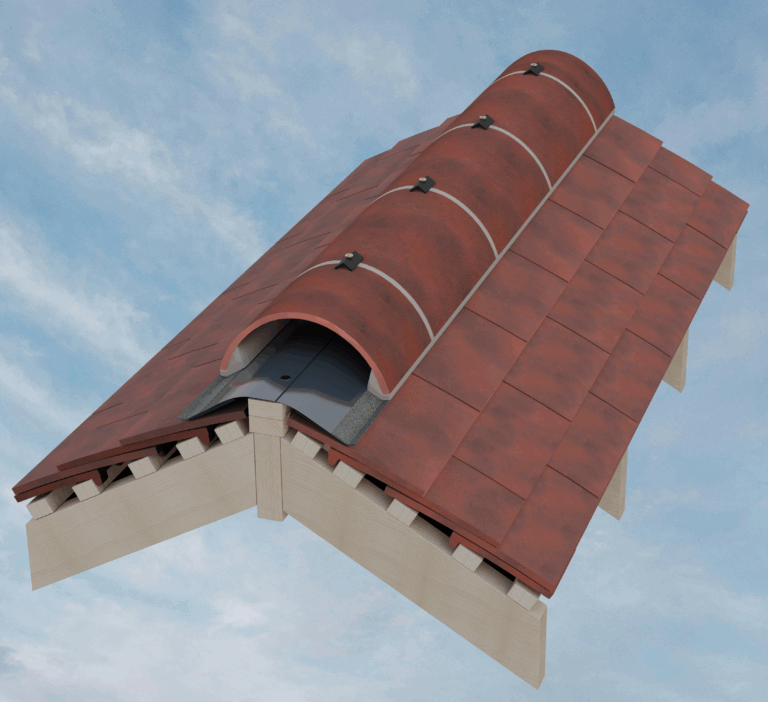
VentRidg® System
HD VENTRIDG
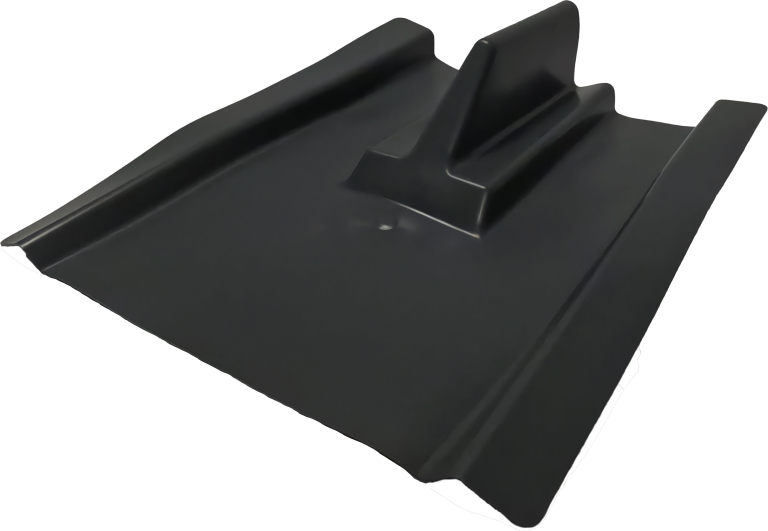
Over Batten Valley Eaves Closures
HD OBVEC70/HD OBVEC110

Over Batten Valley Top Closures
HD OBTOP70 / HD OBTOP110

DaneFlash
DaneFlash 140, DaneFlash 280, DaneFlash 370, DaneFlash 560

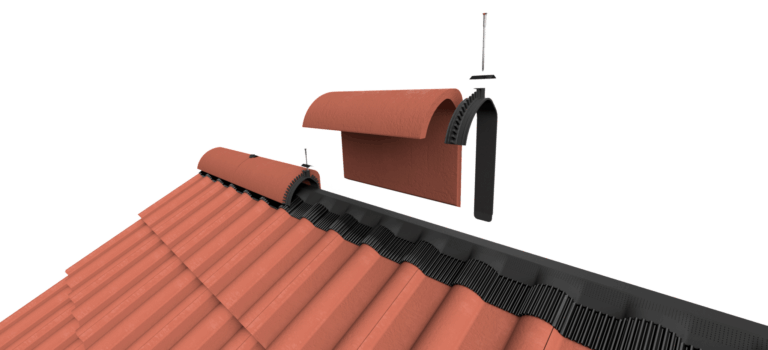
SwiftRidg® and SwiftRidg®+ Roll Top Ridge and Hip System
HD SWR/ HD SWR+
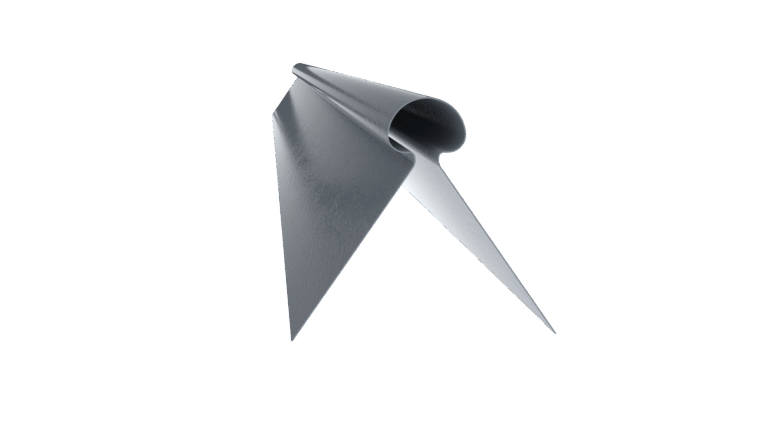
GRP Roll Profile
SWR-PROF
Danelaw Brochures

HD TV10/5 Tile Vent
HD TV10/5

HD TV10/6 Tile Vent
HD TV10/6
MONO6+ Dry Fix Ventilated Mono Ridge System
HD MONO6+

HD TV10/8 Tile Vent
HD TV10/8

HD TV10/9 Double Plain Tile Vent
HD TV10/9